|
") С.С. Черников
С.С. Черников1) Нога кабана | 0,05 | мм |
2) Полоска полированная | 0,06 | » |
3) Ромб | 0,07 | » |
4) Орёл | 0,07-9 | » |
5) Олень | 0,10-11 | » |
6) Трубочка гофрированная | 0,08-10 | » |
7) Сегмент | 0,08 | » |
8) Птичка | 0,18 | » |
9) «Пантера» | 0,10-15 | » |
10) Рыбка | 0,09-12 | » |
11) Обойма для ремешка | 0,15-17 | » |
12) Оправа для бирюзы | 0,40-45 | » |
Выдавливание рельефных фигур производилось на очень твёрдой форме. В качестве формы не могло служить резное дерево или паста. По всей вероятности, формы отливались из бронзы. О твёрдости формы свидетельствуют признаки очень тонкой моделировки деталей рельефа при помощи специальных инструментов. Кроме того, на поверхности выдавленных золотых изделий видна фактура литой формы в виде характерных неровностей и наплывов. При сравнении наружной поверхности с внутренней можно убедиться в том, что внутренняя поверхность золотых изделий почти не деформирована, сохраняет своеобразную фактуру плющения. Наружная поверхность во многих местах, особенно на выпуклостях, носит следы смятости, деформации элементов фактуры.
Процесс выдавливания, как он представляется в результате наблюдения, производился следующим образом.
На форму укладывали лист золота и предварительно отжимали ладонью, чтобы наметить общие контуры рельефного изображения. Затем начиналось выдавливание по частям при помощи мягкого отжимника, которым завершалась общая обработка (тиснение) изображения.
Тиснение могло производиться и с помощью свинцовой накладки, как это делалось ювелирами Древней Руси. По свинцовой пластинке, наложенной поверх золота, били молотками. Свинец вдавливался во все углубления формы, не деформируя поверхности листового золота. На третьей операции при помощи костя-
ных или металлических инструментов производилось продавливание сквозных элементов изображения: глаз, носа, просветов между отростками рогов, между рогами и туловищем, между туловищем и ногами и т.д. Вероятно, эти жесткие пуансоны имели разные формы рабочей части и величину. Например, при доработке стилизованных изображений пантеры древний ювелир пользовался двумя пуансонами с разным диаметром рабочей части, имеющей круглую форму. При надавливании этими пуансонами образовывалась круглая ямка, а листовое золото нередко разрывалось.
Изображения свернувшихся животных, условно называемых «пантерами», которых всего просмотрено 28 штук, имеют неодинаковые масштабы и разные пропорции отдельных деталей, что с уверенностью позволяет утверждать об использовании для их выдавливания двух форм (табл. XXVI, 1-4).
Для изготовления стилизованных изображений орлов применялись три различные формы. Изображения орлов отличаются размерами, моделировкой головы и других частей. Самым существенным отличием является их зеркально-перевёрнутое положение. Два таких разных «орла», положенные рядом, могут составить симметрическую фигуру.
При сопоставлении фигурок оленей (9 штук) существенных отличий не было установлено (табл. XXIV, 1). Очевидно, они выдавливались по одной форме. Некоторые замеченные отклонения можно объяснить деформацией изображений в погребении.
Фигурки стилизованных кабанов вырезались из тонкого листового золота без шаблона. Об этом говорит ряд признаков. Из двенадцати изображений (5 целых, 7 в обрывках) нет двух изображений, одинаковых по пропорциям. Кроме того, значительно варьируют в форме и величине такие детали, как уши, нос, глаза и другие части тела. Изображения кабанов вырезались древним мастером при помощи остро отточенного конца ножа по принятому стилю, но в свободной манере в отношении пропорций. Предварительно мастер наносил на золотом листе концом того же ножа контур фигуры и по нему резал. Это видно по сохранившимся у самого края вдавленным линиям.
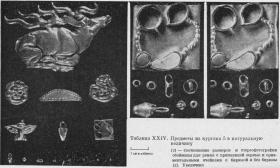
Таблица XXIV. Предметы из кургана 5 в натуральную величину.
(1) — соотношение размеров и стереофотографии обоймицы для ремня с припаянной зернью и орнаментальными ячейками с бирюзой и без бирюзы (2). Увеличено.
(Открыть Табл. XXIV в новом окне)
3.
Каким способом изготовлялись золотые шарики (зернь) и микроскопические кольца, припаиваемые к шарикам? Диаметр золотых зёрен не достигает в среднем 1 мм, наружный диаметр колец составляет около 1 мм, а внутренний меньше (табл. XXV, 4).
Самые примитивные приёмы производства зерни в ювелирной практике сохранились до наших дней. Мелкая золотая стружка, наскобленная ножом или полученная работой напильника крупной насечки, насыпалась на раскалённые угли и в расплавленном виде сбрасывалась в воду или в масло. В момент падения в охлаждающую среду расплавленные частицы золота превращались в круглые мелкие шарики. Затем следовали сортировка зёрен, отбор по диаметру. Такие приёмы выделки зерни могли применять и древние мастера Казахстана.
Есть основание считать, что кольца делались из мелких золотых зёрен путём пробивания их тонким остроконечным инструментом, имевшим рабочую часть в форме иглы. Этой операции, вероятно, предшествовало лёгкое расплющивание шарика для установки конца пробойника.
Об изготовлении микрокольца способом пробивания слегка расплющенного золотого зерна свидетельствует форма кольца, наблюдаемая в профиль. С одной стороны внутренний край кольца имеет вогнутый вид, а с другой — выпуклый. Более того, с выпуклой стороны край имеет рваный зубчатый вид (табл. XXV-XXVIII). Пробивание зерна производилось на матрице, имеющей тонкое отверстие, соответствующее внутреннему диаметру кольца.
Производство шляпок для «пуговиц» велось двумя способами. Чаще всего практиковалось выдавливание их из золотого шарика пунсоном с закруглённым концом. Об этом можно судить по форме края шляпки. Последние не имеют никаких следов резания ножом, а отличаются округлостью поперечного сечения, «массивностью» и заметными признаками разрыва металла в виде трещин, возникших под действием сил растяжения (табл. XXV, 3).
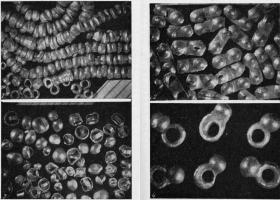
Таблица XXV. Мелкие украшения из кургана 5.
1 — золотой бисер; 2 — золотые бляшечки с пунсонными выпуклостями; 3 — золотые чашеобразные подвесочки с припаянным ушком («пуговицы»); 4 — золотые шарообразныв подвесочки с припаянным ушком. Увеличено (одно деление равно одному миллиметру).
(Открыть Табл. XXV в новом окне)
Есть немногие примеры выдавливания шляпок из листового золота, аналогичного выдавливанию лунок на сегментах, ромбах, «пантерах» и других изделиях. О применении такого способа говорит угловатость края изделий, носящего явные следы вырезания из листа выдавленной шляпки. На некоторых шляпках можно насчитать 7 углов и 7 граней. Это значит, что мастер в семь приёмов вырезал шляпку из листового золота.
Известный интерес представляет тиснение пластинок, имеющих форму ромбиков (табл. XXVI). Эти изделия очень невелики: длина 15-17 мм, ширина 7-9 мм. На каждом ромбике выдавлено 9 круглых лунок с диаметром около 2 мм. Рисунок и взаимное расположение лунок почти на всех ромбиках одинаковы: одна в центре, шесть вокруг центра и две на крайних углах ромба. Строгие пропорции рисунка убеждают исследователя в том, что каждая лунка выдавливалась по определённому шаблону. И, конечно, это был не разметочный шаблон. Последний играл направляющую роль, служил матрицей.
Очевидно, матрицей могла быть бронзовая подкладка с высверленными на ней 9 лунками в том порядке, какой мы имеем на золотых изделиях. Процесс выдавливания на ней мог производиться в две операции. При первой операции золотая пластинка накладывалась на матрицу и лёгким надавливанием проминалась для обозначения на изделии расположения лунок. Во вторую операцию лунки продавливались пунсоном до дна их на матрице.
О применении в этих операциях штампа-матрицы свидетельствует не только совершенно одинаковое расположение лунок на ромбах, но и след острого края вокруг лунки с обратной, выпуклой стороны. Такой след может быть лишь в случае применения штампа из более твёрдого материала, чем золото. И этим материалом мог быть только металл, а не кость или камень.
Выдавливание рисунка из 9 лунок, вероятно, производилось сериями на больших золотых пластинках, точнее листах, которые потом разрезались ножом на ромбические фигуры. Возможно, листы предварительно расчерчивались на ромбы.
Изготовлять золотую проволоку способом волочения древние ювелиры Казахстана ещё не умели, хотя такая
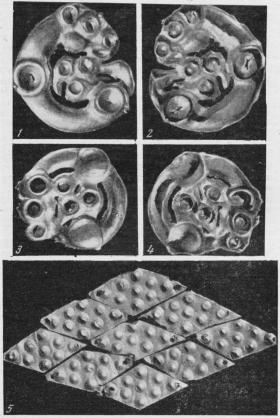
Таблица XXVI. Золотые бляшки в виде пантер с лицевой и оборотной стороны (1-4) и бляшки в виде ромбиков с пунсонным орнаментом (5). Увеличено.
(Открыть Табл. XXVI в новом окне)
проволока им была необходима. При выделке мелких золотых подвесок в форме биконических колокольчиков проволока была нужна для изготовления ушек. Эти ушки делались из тонкого листового золота, разрезанного на узкие полоски, которые свёртывались или свивались в плотные витые нити с диаметром 0,38 мм.
Способ закрепления ушек в подвеске производился очень примитивно. В верхнем конусе колокольчика делался крестообразный надрез, через который внутрь вставлялись оба конца петельки из проволоки и зажимались там зубчиками надрезанного конуса (табл. XXVII, 3-4).
4.
Пайка посредством припоя существует давно. Древнерусские украшения из серебряной и золотой проволоки (скань или филигрань), из зерни, как и современные кустарные изделия того же типа, паялись с помощью сухого порошка, которым изделие посыпалось в местах соединения, и ставились на жаровню. Под действием высокой температуры порошок расплавлялся и соединял детали изделия в одно целое.
Современное фабричное ювелирное производство не обходится без припоя, т.е. промежуточного вещества, которое в расплавленном состоянии пристаёт к соединяемым частям изделия и связывает их при охлаждении, превращаясь в твердое состояние. Пайка от сварки отличается тем, что здесь расплавляется только присадочный материал — припой. При сварке происходит другое: непременно оплавляются кромки соединяемых деталей.
Процессы паяния различаются по рабочей температуре и носят названия «мягкого» и «твёрдого» паяния. Первое осуществляется посредством легкоплавких припоев, составленных на оловянной основе, и требует температуры до 450°. Второе производится при помощи тугоплавких припоев, составленных на медно-цинковой, серебряной и золотой основе. Последние отличаются большой прочностью и используются для пайки изделий из меди, бронзы, латуни, железа, стали, серебра, золота и других металлов.
Паяние благородных металлов требует припоя с соответственно высоким содержанием серебра или зо-
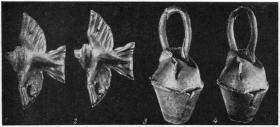
Таблица XXVII. Стереофотографии бляшки в виде птички (1, 2) с лицевой стороны (видны участки разъедания металла в местах пропаивания ушек и следы дополнительного тиснения в а крыльях и хвосте острым инструментом для моделировки деталей) и биконической подвески с ушком (3, 4), сделанной из свёрнутого в трубочку золотого листка (виден способ припаивания двух конусов друг к другу и зажимание концов ушка). Увеличено.
(Открыть Табл. XXVII в новом окне)
лота, равным по пробе самим изделиям. Только такие припои не влияют на цвет изделия. Припои обычно применяются в виде мелких кусочков сплава или грубого порошка (опилок).
Инструментами для паяния служат медные паяльники разных форм и конструкций, паяльные горелки, паяльные пистолеты, бензопайки и сварочные горелки. Медные паяльники представляют собою инструменты, служащие для аккумуляции и отдачи тепла. Обычно ими пользуются для мягкого паяния, так как температура их нагрева невелика. Для твёрдого паяния применяют паяльные пистолеты или газовые трубки, через которые подаётся, кроме газа, воздух при помощи компрессора. Такой инструмент позволяет нагревать места пайки до 1000° и выше. В кустарных мастерских воздух через трубки ещё подаётся ртом.
Более усовершенствованным способом следует считать бензопайку — установку довольно сложной конструкции, в которой высокая температура достигается горением паров бензина, смешанных с воздухом. Сварочная горелка работает на смеси ацетилена или паров бензола с кислородом.
Мы кратко коснулись существующих способов пайки для того, чтобы привлечь внимание к способу пайки, установленному на золотых изделиях из Чиликтинского кургана.
В древнем способе пайки золотых изделий под бинокуляром не прослеживается присутствие каких-либо признаков припоя, вещества, соединяющего две золотые детали. Этих признаков нельзя уловить ни в цвете, ни в массе. Создаётся впечатление, что во всех случаях пайки мы находим соединение золота с золотом без каких-либо промежуточных агентов. Золотые детали в точках соединения слиты друг с другом как будто путём расплавления или растворения самого золота. Здесь наблюдается и нечто совершенно отличное от сварки. Нет признаков, свойственных процессу оплавливания, заваливающего углы и выступы вследствие высокой температуры направленной струи пламени. В действительности припой применялся.
В процессе, например, припаивания зерни к «рыбке» некоторые шарики частично растворялись под сильным действием какого-то вещества, содержащегося
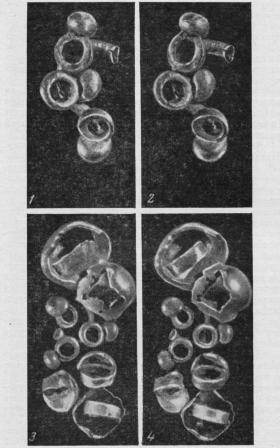
Таблица XXVIII. Стереофотографии золотых подвесочек — видны стыки спайки и участки разъедания металла. Увеличено.
(Открыть Табл. XXVIII в новом окне)
в припое, сливались друг с другом (слипались) и с поверхностью тела «рыбки» (табл. XXIX). Растворяющее действие вещества на золото ещё лучше можно проследить на поверхности тела «рыбки». Следы от растворителя выглядят в виде неправильных, как бы протравленных полосок на золоте с неровными заплывающими краями. Растворённое золото растекалось по поверхности, разъеденной сильно действующим веществом. Во многих точках, на которые действовали количеством вещества большим, чем требовалось для пайки, листовое золото разъедалось насквозь. В местах пайки нередко можно видеть каверны с истончёнными рваными краями (табл. XXVIII-XXIX).
Пайка при помощи паяльника здесь невозможна. Паяльник служит средством аккумуляции тепла, и более крупный в размерах сохраняет тепло более продолжительное время. Вместе с тем паяльник не нагревается выше температуры начала красного каления, а в процессе пайки он теряет тепло. Поэтому паяльник не может нагреть место пайки выше собственной температуры и все виды припоя должны быть легкоплавкими веществами. Например, мягкое паяние осуществляется при помощи припоев, составленных на оловянной основе и плавящихся при температуре ниже 450°, твёрдое — при значительно более высокой. Температура плавления золота равна 1063°. Таким образом, пайка золота при помощи золота в качестве припоя обычным паяльником исключена. Даже золото в смеси с другими металлами не может быть расплавлено прикосновением обычного паяльника. Лишь новейшие пистолетные паяльники и бензопаяльники способны нагревать место пайки до 1000° и выше.
Древние мастера спаивали детали ничтожно малого размера: шарик зерни диаметром менее 1 мм и кольцо с наружным диаметром около 1 мм. Нет никаких оснований считать, что такие микроизделия были получены путём отливки. Под бинокуляром можно наблюдать в некоторых экземплярах неполное соединение шарика с кольцом. Между этими двумя деталями хорошо видны полости или щели, показывающие, что здесь мы имеем не один предмет, а два. Загадка этой древнейшей микропайки раскрывается в том случае, если мы допустим, что разъедание золота возникло в результате
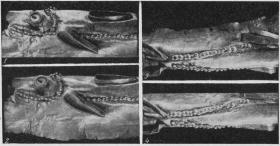
Таблица XXIX. Стереофотография части предмета в виде рыбы (1, 2) с припаянной зернью (видны следы сквозного разъедания поверхности металла и припаянные бортики для инкрустации бирюзой) и стереофотография части того же предмета (3, 4) со следами разъедания зерни и поверхности, к которой она припаяна.
(Открыть Табл. XXIX в новом окне)
действия цинка или олова, содержащихся в припое и требующих для пайки менее высокой температуры чем та, при которой плавится золото. Припаивание микродеталей друг к другу, очевидно, производилось при помощи припоя в виде порошка, смешанного со смолой. Такая смесь позволяла соединять (склеивать) мелкие детали до их нагревания в горне. В результате действия высокой температуры смола испарялась, припой плавился и соединял детали в одно целое. * [сноска: * Консультация по некоторым вопросам пайки была получена от Я.М. Федоренко, руководителя ювелирной мастерской (РЕМЧАС) в Ленинграде.]
Закрепка бирюзы в золотом изделии производилась двумя различными способами. Крапановой закрепки, когда камень зажимается в лапках (крапанах), здесь нет. Камень вставлялся непосредственно в тело золотого изделия, в сквозное отверстие или в касту (гнездо), сделанную из золотых полосок и напаянных в форме круга, треугольника, листа, а то и свёрнутую из пластинок (табл. XXIV, 2).
Самым примитивным и непрочным креплением камня было вставление его непосредственно в тело изделия. Фактически камень держался, зажатый в бахрому (обрывки) из листового золота, образовавшуюся при пробивании отверстия. Таким способом вставлялись глаза изображениям оленей и орлов. Круглая бирюза, обозначающая глаза орла, 3,5-4 мм в диаметре имела сквозную дырочку, просверленную в центре, создавая представление о зрачке этой зоркой птицы. Глаза оленя из бирюзы размером 2,5-3 мм в диаметре не имели такого отверстия. Бирюзовые уши оленей листовидной формы (14-15 мм длины и 4-5 мм ширины) были обёрнуты в золотую пластинку (касту) с одной стороны и вставлены в ушное отверстие, пробитое рядом с отверстием глазным. Камень, изображающий ухо оленя, имел переднюю сторону плоскую (пришлифованную) и заднюю выпуклую. Каста бирюзового уха оленя держалась в отверстии благодаря очень грубым двум-трём лапкам, загнутым с обратной стороны изображения оленя (табл. XXIV, 1).
Крепление бирюзовых плавников у фигурки, изображающей рыбу, было достигнуто другим путём. Касты изготовлялись из узких полосок золота, припаянных к изображению рыбки. Таким же способом крепилась бирюза к лицевой поверхности обоймы для ремешка. Есть основание считать, что камни иногда пришлифовывались и подгонялись к кастам после того, как последние были припаяны.
Узкие полоски из золота, из которых изготовлялась оправа для камней, после того как они были отрезаны от листа, подвергались шлифовке по поверхности среза. Вероятно, это производилось, когда оправа была напаяна и камень был вставлен. Под бинокулярной лупой на поверхности камней видны линейные следы шлифовки, совпадающие по направлению и уровню с линейными следами на краях оправы. Пришлифовка велась на тонком абразиве. Такой обработке подвергались даже самые мелкие камни, вставленные в глазные отверстия оленей.
Значительной пришлифовке подвергались изделия в форме четырёхгранных конусных подвесок. Эти конусы были согнуты из полосок золота и запаяны изнутри. Все неровности на поверхности граней удалялись шлифовкой на абразиве.
Шлифование золота следует считать весьма грубым ювелирным приёмом. Это говорит о существовании в практике древних казахстанских ювелиров ещё одного примитивного технологического процесса.
5.
Использование бирюзы в ювелирном производстве древнего Казахстана вполне понятно. Издавна в Европе этот драгоценный камень принято было называть «восточным камнем» или «тюркуазом». Его древнее местонахождение близ Нишапура в Иране было известно очень рано. С глубокой древности производились разработки бирюзовых копей и в Средней Азии (Ходжент и пр.). В Передней Азии бирюза добывалась на Синае (Мегара). На территории Северной Америки месторождения бирюзы известны в Мексике и Аризоне.
Бирюза принадлежит к группе фосфатов и встречается в натёчных и жильных массах. Она имеет непрозрачные, небесно-голубые или зеленоватые цвета,
твёрдость — 6, химический состав: Al2P2O8 + Al2(OH)6 + 2Н2O.
Судя по сохранившимся признакам на поверхности бирюзовых изделий, этот камень перед огранкой раскалывался на мелкие осколки, которые затем подвергались шлифовке. Огранкой бирюзовым изделиям придавали форму треугольников, овалов, лавровых листиков, кружков и др. Огранка производилась шлифовкой на абразивных плитках. После огранки камни полировались, чтобы придать блеск поверхности, а иногда и просверливались.
В ряде случаев мастера шлифовали и полировали только лицевую сторону камня, а также боковые стороны, которыми определялась форма изделия из бирюзы. Тыльная сторона камня, обращенная внутрь оправы, оставалась необработанной.
Каким способом производилась огранка бирюзы? Современные ювелиры для этой работы пользуются специальными приспособлениями, называемыми державками или налепками. Это — небольшие рукоятки из дерева, к концам которых прикрепляются при помощи мастики камни, подлежащие огранке. Такое крепление обеспечивает возможность придавать обрабатываемым камням правильные геометрические формы, несмотря на очень малые размеры изделий.
Пользовались ли древние ювелиры державками? Более крупные камни они могли держать между кончиками пальцев, как делали сравнительно недавно индейцы пуэбло, обрабатывавшие бирюзу. Но столь мелкие бирюзовые изделия, как «глаза орлов», имеющие диаметр около 3 мм, трудно было шлифовать и полировать без державки. Однако на бирюзовых изделиях не обнаружено таких признаков, которые позволили бы с достоверностью утверждать это.
«Глаза орлов», имеющие сквозное отверстие, просверлены, очевидно, лучковым сверлом. Отверстия биконические, большой диаметр имеет 1,5 мм, малый — 0,6-0,7 мм.
Некоторые камни под действием условий среды в погребении потеряли свой первоначальный небесно-голубой цвет, приобретая серые и даже красноватые оттенки и тусклую поверхность.
6.
Ручные инструменты современного ювелирного производства весьма разнообразны и совершенны. В их состав входят напильники разных форм и калибров, надфили, шаберы, десятки полировальников, оселки, накатки, чеканы, штампы, штихели, пилки и лобзики, иглы, кусачки, зубила, ножницы, свёрла, дрели, оправки, молотки, наковальни, давчики, круглогубцы, плоскогубцы, щипцы, пинцеты, тисочки, волочильные доски, паяльные трубки и лампы, кисточки, изложницы и т.д. В этот перечень не входят измерительные инструменты (линейки, микрометры, калиброметры, кольцемеры и др.), а также десятки различных станков.
Иной набор инструментов имели древние ювелиры Казахстана, хотя мы и не можем составить полное представление об этом, так как изделия из золота и бирюзы, открытые в Чиликтинском кургане, являются лишь частью того, что производилось в раннескифскую эпоху.
Роль штампов здесь выполняли литые бронзовые или медные формы. Обрезка листового золота по контуру производилась ножом. Ножниц не было. Существовал набор пунсонов для выдавливания лунок (ямок) разных диаметров от 1 до 5 мм. Были шилья для прокалывания отверстий в бляшках, посредством которых бляшки пришивались к погребальной одежде покойника. Для пробивания золотых зёрен, превращаемых в микрокольца, употреблялись мелкие пробойники с рабочей частью очень малого диаметра. Возможно, что эта операция производилась бронзовыми шильями способом прокалывания. Для изготовления мелких бляшек ромбической формы применялись матрицы с девятью лунками. Сгибание бисеринок из отрезков узких золотых полосок могло производиться посредством металлических щипчиков. Для шлифовки бирюзы и некоторых изделий из золота применялись абразивные инструменты: шлифовальные камни и мелкозернистые оселки. Сверление бирюзы, очевидно, производилось при помощи лучковой дрели. Сверла могли быть бронзовыми и даже медными, которые применяли с подсыпкой кварцевого песка. Поскольку отверстия имели биконическую форму, не исключено употребление и каменных сверл. Очень малая величина некоторых изделий заставляет думать, что древние ювелиры должны были пользоваться пинцетами.